

简介
所谓柔性化轧制是指将组织性能在线优化控制技术应用于轧制过程,用同一种成分的坯料来生产不同性能的产品,简化炼钢和连铸的操作和管理,利用对钢材性能柔性的控制实现轧制生产的大规模定制。柔性轧制技术可分为外形尺寸方面的柔性轧制和组织性能方面的柔性轧制技术。如普碳钢通过柔性轧制技术,在采用同一合金成分和冶炼工艺前提下,通过对轧制的柔性化轧制,生产出屈服强度为200~400 MPa的产品;
采用柔性化轧制技术,用碳锰钢可生产出屈服强度为350~600 MPa的产品。柔性化轧制的特点是可显著降低生产工序成本,简化炼钢和连铸的操作和管理,是未来钢铁生产技术的发展趋势。
实施柔性轧制所需要条件1、具备稳定可靠的经济洁净钢冶炼和连铸生产技术:一是钢成分命中率要高,实行窄成分控制,减少成分波动对性能的影响;二是铸机能够进行动态软压下,减少偏析,实现高均质连铸的生产。
2、具有高刚度大功率的轧机,有充分余地进行压下负荷的分配;拥有大范围可控的强力冷却装置,有充分的能力进行冷却曲线的控制和轧件的全线温度控制。
3、具有计算机在线智能化信息处理技术,能实现实时数据库、数据仓库为精确控制提供数据支持;具备神经网路、专家系统等智能方法从海量数据中提取知识的能力。1
柔性轧制基本原理柔性轧制技术实质上类似于传统轧制加工方法中的纵轧工艺。但最大的不同之处是:在轧制过程中,轧辊的间距可以实时地调整变化,从而使轧制出的薄板在沿着初始轧制方向上具有预先定制的变截面形状。
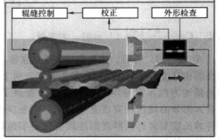
柔性轧制是传统横向轧制和纵向周期性连续变化轧制的有机结合,其最大的特点是在轧制过程中,轧辊的辊缝必须连续、周期性按预先确定的钢板形状变化。而轧辊压下量的实时调整,使轧辊的弯曲随之发生变化,因此辊缝的调整变化必须和轧辊横向变形相协调。另外,还必须借助高性能计算机对轧辊的横向和纵向进行实时控制,以快速协调辊缝的连续变化和横向送进变化。下图所示为变厚度钢板的柔性轧制过程。
柔性轧制的特点是轧制过程中能使轧件的厚度按预先设计的曲线要求变化,由于柔性轧制生产是一个连续过程。为了使计算机能直接控制被控对象,保证轧辊的定位精度,必须采用高精度的辊缝位移传感器在线直接测量辊缝的变化,并通过计算机与伺服阀控制液压缸动作来快速调节辊缝的周期性连续变化。2
影响因素轧制过程中,各种因素都可能对钢板的精度产生影响,例如钢带的来料厚度误差、硬度波动、压下力、前后带钢张力、工作辊的速度变化、轧制变形区摩擦条件的变化所诱发的前滑和后滑的影响、以及来自轧机本身的轧辊偏心、润滑状态、轧制速度变化所带来的摩擦系数波动和张力波动影响。因此在轧制的过程中,需对采集的数据要进行及时地修正,下图为变厚度钢板柔性轧制控制系统。

柔性轧制的厚度控制包含两个方面:一是周期性连续变厚度控制,二是钢带全长厚度的精度控制。前者主要受预设的板形厚度方程约束,同时也受下压力、张力、工作辊的速度和摩擦所诱发的前滑和后滑影响;后者主要受钢带的来料厚度误差、硬度波动以及轧机本身的轧辊偏心、润滑状态、轧制速度变化所带来的摩擦系数波动和张力波动影响。这些因素都是非线性的,并具有强烈的耦合性,而且其数学模型难以精确化。为此,应采用现代控制方法(如多变量控制、最优控制、自适应控制、预测控制等)和智能控制方法(如模糊控制、不确定性理论、专家系统、神经网络)相融合的人工智能自适应板形控制方法对柔性轧制板形厚度进行控制。因此建立柔性轧制板厚综合系统模型以使钢板的板厚曲线与设定的目标曲线相吻合才是最佳的控制方案。2
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国